기존 굽힘 순서
1. 짧은 쪽이 먼저이고 긴 쪽이 먼저: 일반적으로 4면이 모두 구부러질 때 짧은 쪽을 먼저 접고 긴 쪽을 먼저 접는 것이 공작물의 가공 및 굽힘 금형 조립에 유리합니다.
2. 주변 먼저 그리고 그 다음 중간: 일반적인 상황에서는 일반적으로 공작물의 주변에서 시작하여 공작물의 중심을 향해 접힙니다.
3. 부분 먼저, 그 다음 전체: 공작물 내부 또는 외부에 다른 굽힘 구조와 다른 일부 구조가 있는 경우 일반적으로 이러한 구조가 먼저 구부러진 다음 다른 부분이 구부러집니다.
4. 간섭 상황을 고려하고 굽힘 순서를 합리적으로 정렬하십시오. 굽힘 순서는 정적이 아니며 가공 순서는 굽힘 모양 또는 공작물의 장애물에 따라 적절하게 조정되어야 합니다.

벤딩 머신 금형의 일상 사용 사양
1. 프레스 브레이크 벤딩 머신의 전원을 켜고 키 스위치를 돌리고 오일 펌프를 눌러 시작하면 벤딩 머신 오일 펌프가 회전하기 시작하지만 기계는 아직 작동을 시작하지 않았습니다.
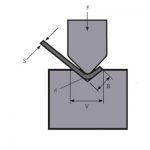
2. 스트로크 조정은 벤딩 머신 금형이 공식적으로 시작될 때 시운전이 필요합니다. 벤딩 머신의 상부 다이가 바닥으로 내려갈 때 판 두께의 간격이 있어야합니다. 그렇지 않으면 금형과 기계가 손상될 수 있습니다. 스트로크 조정에는 전기 빠른 조정 및 수동 미세 조정도 있습니다.
3. 절곡기 금형의 노치 선택은 일반적으로 판두께의 8배의 노치를 선택한다. 4mm 시트를 구부리면 약 32개의 슬롯을 선택해야 합니다.

4. 벤딩 머신의 상부 및 하부 금형의 겹침 및 견고성을 확인하십시오. 포지셔닝 장치가 처리 요구 사항을 충족하는지 확인하십시오. 상부 금형과 하부 금형의 겹침을 자주 확인하십시오. 압력계의 지침이 규정을 충족하는지 여부.
5. 시트를 구부릴 때 시트가 들어올려 작업자가 구부리는 것을 방지하기 위해 압축해야 합니다.
6. 판금 다이를 조정할 때 전원 공급 장치를 차단하고 작업을 중지해야 합니다.
7. 가변 벤딩 머신의 하부 다이의 개구부를 변경할 때 재료가 하부 다이에 접촉되지 않도록 합니다.
8. 공작 기계의 손상을 피하기 위해 판금 벤딩 머신의 성능을 초과하는 두꺼운 철판 또는 경화 강판, 고급 합금강, 사각 강 및 시트를 구부리기 위해 벤딩 머신 다이를 사용하는 것은 금지되어 있습니다. .
9. 벤딩 머신을 끄고 양쪽 실린더 아래에 있는 하부 몰드에 나무 블록을 놓고 상부 슬라이드 플레이트를 나무 블록 위로 내립니다. 먼저 제어 시스템 프로그램을 종료한 다음 전원 공급 장치를 차단하십시오.