프레스 브레이크 펀치/다이는 판금 스탬핑 성형 및 분리 금형에 사용되는 상부 및 하부 금형으로 구분됩니다. 성형용 금형에는 캐비티가 있고, 분리용 금형에는 절삭날이 있습니다. 프레스 브레이크 기계의 펀치/다이는 공작물의 정확도에 큰 영향을 미칩니다. 굽힘 공정에서 금형은 공작물과 접촉하는 모든 것입니다.
벤딩 머신 / 프레스 브레이크의 프레스 브레이크 다이는 L 자형, R 자형, U 자형, Z 자형 등입니다. 상부 다이는 주로 90도, 88도, 45도, 30도, 20도, 15도 등 각도. 하부 금형에는 4 ~ 18V 이중 홈과 홈 너비가 다른 단일 홈이 있으며 R 하부 금형, 예각 하부 금형, 평탄화 금형 등이 있습니다.

초고정밀도
금형의 정밀도는 굽힘 공정에서 공작물의 정밀도에 큰 영향을 미치는 것이 매우 중요합니다. 금형의 마모는 사용 전에 확인해야 합니다. 검사 방법은 상형의 선단부에서 숄더까지의 길이와 하형의 숄더 사이의 길이를 측정하는 것이다. 기존 금형의 경우 미터당 편차는 약 ±0.0083mm여야 하며 전체 길이 편차는 ±0.127mm보다 크지 않아야 합니다. 정밀 연삭 금형의 경우 미터당 정밀도는 ±0.0033mm이어야 하며 전체 정밀도는 ±0.0508mm보다 크지 않아야 합니다. 일반적으로 전자 유압식 벤딩 머신 또는 토션 샤프트 벤딩 머신에는 미세 연삭 금형을 사용하고 수동 벤딩 머신에는 기존 금형을 사용하는 것이 좋습니다.
CNC 프레스 브레이크 기계의 도구 섹션은 다음과 같습니다.

자동 고정 설치
슬라이더가 상사점까지 상승하면 상형이 설치되며, 금형 클램핑 시스템은 클램핑 압력이 적용될 때까지 여러 금형을 제자리에 유지할 수 있습니다.
유압 클램핑 시스템
유압 클램핑 시스템은 가장 효과적인 클램핑 방법입니다. 새 기계와 오래된 기계 모두 이 클램핑 시스템을 사용할 수 있어 시간과 비용을 절약할 수 있습니다. 구형 벤딩 머신의 하중 지지 표면이 손상된 경우 유압 클램핑 시스템이 손상을 복구하는 동시에 클램핑 및 설치의 효율성을 향상시키는 최선의 선택이 될 것입니다.

자동으로 제자리에 압착
클램핑 압력이 가해지면 상부 다이가 당겨지고 자동으로 제자리에 압착됩니다. 이렇게 하면 굽힘 과정에서 상단 금형을 금형 바닥으로 누르지 않아도 됩니다.
펀치/다이의 선택
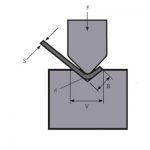
먼저 구부릴 시트의 두께를 결정하십시오. 예를 들어, 0.75mm에서 6.30mm 두께의 판을 구부리려고 합니다. 그런 다음 가장 얇은 시트의 두께에 8을 곱하여 필요한 최소 V-다이 크기를 추정합니다. 이 예에서는 0.75mm 플레이트가 필요한 최소 금형이므로 0.75×8=6입니다. 셋째, 가장 두꺼운 시트의 두께에 8을 곱하여 필요한 최대 V형 다이 크기를 추정합니다.
8배 원리
즉, V자형 몰드의 개구부는 시트 두께의 8배여야 합니다. 시트의 두께에 8을 곱하여 가장 가까운 금형을 선택합니다. 예를 들어, 1.5mm 두께의 판에는 12mm 금형(1.5×8=12mm)이 필요합니다. 3.0mm 판의 경우 24.0mm 금형이 필요합니다. (3.0×8=24.0). 이 비율은 최상의 각도 선택을 제공할 수 있으므로 많은 사람들이 이를 "최상의 선택"이라고 부릅니다. 대부분의 게시된 굽힘 차트도 이 공식을 중심으로 합니다.
모델 선택 규칙
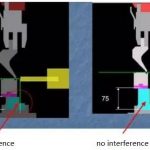
L 자형 공작물을 구부리기위한 선택 규칙은 규칙이 없으며 거의 모든 상부 다이를 사용할 수 있다는 것입니다. 따라서 공작물 그룹에 대한 상부 금형을 선택할 때 L자형 공작물을 마지막으로 고려할 수 있습니다. 거의 모든 상부 금형이 이를 구부릴 수 있기 때문입니다. 이러한 L자형 작업물을 구부릴 때 다른 작업물도 구부릴 수 있는 상부 금형을 사용하는 것이 좋습니다. 금형을 구입할 때는 적을수록 좋습니다. 이는 금형 비용을 최소화할 뿐만 아니라 필요한 금형 형상의 수를 줄이고 설치 시간을 단축하기 위한 것입니다.


공작물의 상단이 하단보다 길면 구즈넥 다이가 필요합니다. 공작물의 상부 섹션이 하부 섹션보다 짧을 때 상부 다이는 괜찮습니다. 공작물의 상단과 하단의 길이가 같은 경우 예각 상형이 필요합니다. 요약하면, 상부 다이 선택 규칙은 주로 굽힘 시뮬레이션 소프트웨어가 중요한 역할을 할 수 있는 공작물의 간섭에 의존합니다. 사용된 시스템이 굽힘 상황을 시뮬레이션할 수 없는 경우 아래 그림과 같이 그리드 배경이 있는 도면을 사용하여 상부 금형 공작물의 간섭을 수동으로 확인할 수 있습니다.


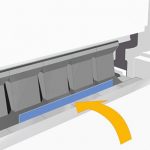
압입 금형 없음
거의 모든 일반적인 V 자형 벤딩 머신 금형은 공작물에 약간의 자국을 남깁니다. 이는 벤딩 중에 금속이 금형에 눌려지기 때문입니다. 대부분의 경우 표시가 작거나 허용됩니다. 반경을 늘리면 표시가 줄어들 수 있습니다. 그러나 때로는 구부리기 전에 칠하거나 광택을 낸 판과 같이 가장 작은 표시도 허용되지 않습니다. 나일론 인서트는 아래 그림과 같이 움푹 들어간 곳을 제거하는 데 사용할 수 있습니다. 검사자가 육안으로 부품을 검사하고 긁힌 자국과 균열을 구별하기 어렵기 때문에 인덴테이션 없는 굽힘은 제조된 항공기 또는 항공 우주 부품에 특히 중요합니다.