슬라이더의 변형으로 인한 역효과를 제거하기 위해서는 슬라이더의 변형 변형을 보상할 필요가 있습니다. 보상 방법은 아래와 같습니다.
1. 유압 보상
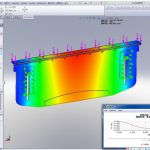
작업대의 유압 자동 처짐 보정 메커니즘은 하부 작업대에 설치된 오일 실린더 그룹으로 구성됩니다. 각 보상 실린더의 위치와 크기는 슬라이더의 처짐 보상 곡선과 워크벤치 유한 요소 해석에 따라 설계됩니다.
중립 버전의 유압 보상 벌지 보상은 전면, 중간 및 후면 3개의 수직 플레이트 사이의 상대 변위를 통해 실현됩니다. 원리는 강판 자체의 탄성 변형을 통해 팽창을 실현하는 것이므로 작업대 조정의 탄성 범위 내에서 보상을 실현할 수 있습니다.

2. 기계적 보상 테이블 방식
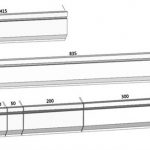
돌출 쐐기는 경사면이 있는 돌출 비스듬한 쐐기 세트로 구성됩니다. 각 돌출 쐐기는 유한 요소 분석에 의해 슬라이딩 블록과 작업 테이블의 처짐 곡선에 따라 설계되었습니다.
수치 제어 시스템은 공작물이 구부러질 때 하중력에 따라 필요한 보정량을 계산하고(이 힘은 슬라이더와 작업대 수직 플레이트의 처짐 및 변형을 유발함) 볼록 쐐기의 상대 이동을 자동으로 제어합니다. 이에 의해 슬라이딩 블록과 작업대의 수직 판에 의해 생성된 처짐 변형을 효과적으로 보상할 수 있으며 이상적인 굽힘 공작물을 얻을 수 있습니다.
기계적 처짐 보상은 "사전 돌기"의 위치를 제어하여 실현되며 작업대의 길이 방향으로 쐐기 세트가 형성됩니다. 실제 처짐이 동일한 곡선은 굽힘 중에 상부 및 하부 금형 사이의 간격을 일정하게 만들어 굽힘 공작물의 길이 방향으로 동일한 각도를 보장합니다.

기계적 보상의 장점
1) 기계적 보상은 작업대의 전체 길이에 걸쳐 정확한 처짐 보상을 얻을 수 있습니다. 기계적 편향 보정은 오래 지속되는 안정성을 가지며 유압 보정의 유지 보수 빈도(예: 오일 누출)를 줄이며 공작 기계의 수명 동안 유지 보수가 필요 없습니다.
2) 기계적 처짐 보정에는 더 많은 보정점이 있기 때문에 CNC 판금 브레이크는 작업 중에 공작물을 구부릴 때 선형 보정을 달성하고 공작물의 굽힘 효과를 향상시킬 수 있습니다.
3) 기계적 보상은 전위차계를 사용하여 리턴 신호의 위치를 측정합니다. 수치 제어 축으로서 디지털 제어를 실현하고 보정값을 보다 정확하게 합니다.