| 단두대 전단기 | 스윙 빔 전단기 | |
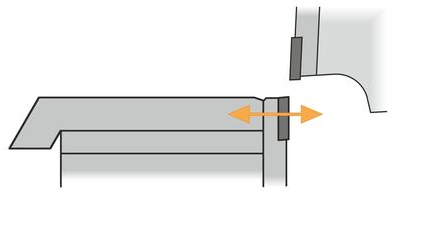
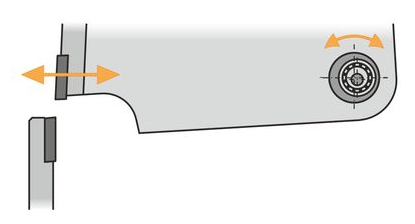
| 빔 이동 방향 | 위쪽 빔이 직선으로 움직입니다. | 스윙 빔은 원호에서 상부 블레이드와 함께 움직입니다. |
| 블레이드 홀더 | 단두대 전단기의 블레이드 홀더는 하단 블레이드 가장자리에 대해 수직 및 선형으로 이동하여 전단 시트가 작은 직진도로 더 정확하게 꼬이고 변형되도록 합니다. | 스윙 빔 전단기의 블레이드 홀더 본체는 곡선이며 아크 점 접촉을 사용하여 전단된 재료의 직진성을 보장합니다. |
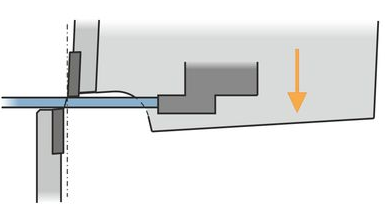
| 상부 블레이드 침투 | 상부 블레이드는 하부 블레이드에 오프셋(블레이드 간극)으로 재료를 관통합니다. ● 비스듬한 절단 절단선. ● 특히 날이 날카롭지 않을 때 더 큰 버가 발생합니다.
| 상부 블레이드는 하부 블레이드 위의 금속판을 관통합니다. ● 버가 거의 없는 깨끗한 직각 절단.
|
| 상부 및 하부 블레이드 | ● 칼날 간극이 낮으면 상하 칼날이 서로 마찰되어 칼날이 무뎌집니다. ● 블레이드를 자주 교체해야 합니다.
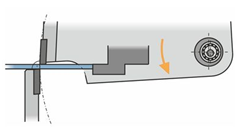
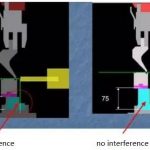
| ● 절단은 스윙 빔의 회전 운동에 의해 이루어집니다. 절단이 이루어지면 상단 날이 하단 날에서 멀어집니다. 블랭크가 하부 블레이드와 백스톱 사이에 끼는 것을 방지합니다. ● 칼날을 자주 교체할 필요가 없습니다.
|
| 블레이드 간극 조정 | ● 전단 테이블을 재배치하여 지루하고 비용이 많이 드는 간격 조정. ● 긴 가동 중지 시간. ● 절단 품질이 저하되는 경우가 많습니다.
| ● 절단 간격을 편심으로 돌리기만 하면 날 간격을 쉽게 조정할 수 있습니다. ● 짧은 설정 시간. ● 고용량 기계에서 자동 조정.
|
| 블레이드의 단면도 | 정사각형 | 다이아몬드 모양의 사각형 모양 |
| 블레이드의 모션 트랙 | 칼날이 수직으로 움직인다 | 플레이트를 절단할 때 블레이드가 약간의 호와 함께 움직입니다. |
| 블레이드 교환의 평면 | 블레이드의 4면은 교환할 수 있습니다. | 블레이드의 두 평면은 서로 바꿔서 사용할 수 있습니다. |
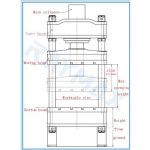
| 안정 | 기계가 작동 중일 때 양쪽 끝의 오일 실린더가 상부 블레이드를 구동하여 강력한 안정성으로 선형으로 위아래로 움직입니다. | 기계가 작동 중일 때 양쪽 끝에 있는 오일 실린더가 상부 블레이드를 구동하여 호를 그리며 위아래로 움직입니다. 따라서 안정성은 단두대 가위만큼 좋지 않습니다. |
| 도마의 두께 | 유압 단두대 전단기는 10mm 이상의 도마에 적합합니다. | 스윙 빔 전단기는 10mm(10mm 포함) 미만의 박판 절단에 적합합니다. |
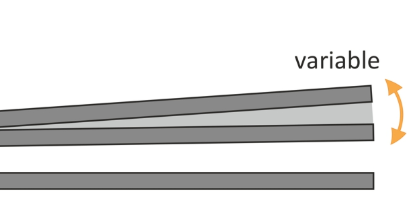
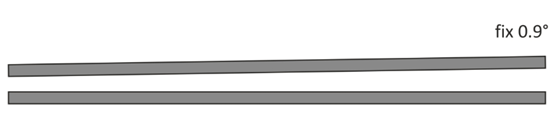
| 전단 각도 | 단두대 전단기의 전단 각도를 조정할 수 있습니다. | 스윙 빔 전단기의 전단 각도는 고정되어 있으며 조정할 수 없습니다. |
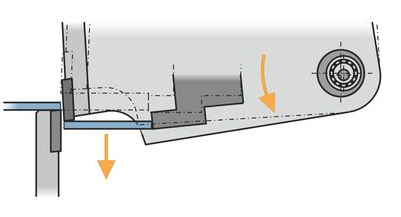
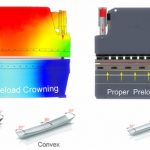
| 컷 | 트위스트 컷 유압 단두대 전단기는 가변 경사각을 사용합니다. 얇은 재료를 위한 낮은 경사각. 더 두꺼운 재료를 위한 높은 경사각. 기계를 더 가볍게 만들 수 있습니다. 결과는 좁은 스트립으로 꼬인 부품입니다.
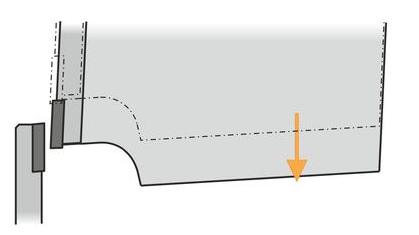
| 비틀림 없는 절단 스윙 빔 절단에는 라이딩 전단 설계가 필요합니다. 그 이유는 모든 재료 두께에 대한 수정 사항인 낮은 경사각 때문입니다. 낮은 경사각으로 인해 약 10-15 x 시트 두께에서 시작하는 비틀림 없는 부품이 생성됩니다.
|