전단기는 판금 가공 산업에서 자주 사용됩니다. 겉보기에는 단순해 보이는 전단 동작에는 실제로 블레이드 간격의 조정 단계에서 다양한 재료에 대한 조정 기술, 심지어 블레이드 선택에 이르기까지 많은 트릭이 포함되어 있습니다. 절단 품질과 관련하여 다음은 여러 측면에서 전단 블레이드 간격 조정의 관련 내용을 자세히 소개합니다.
블레이드 간격 조정 핸드 휠: (유압 스윙 빔 전단기)

블레이드 엣지 클리어런스의 전기 조정(유압식 단두대 전단기)

다른 가위의 블레이드 클리어런스
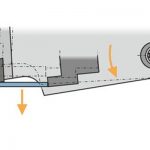
스윙 빔 전단기는 다양한 판 두께와 재료에 따라 절단에 좋은 블레이드 간격을 조정할 수있는 빠른 블레이드 간격 조정 메커니즘을 갖추고 있으며 참조 선택을위한 정확한 매개 변수 테이블을 갖추고 있으며 만족스러운 절단을 얻습니다. 합리적인 블레이드 갭을 통한 품질. 도구 기둥이 회전함에 따라 스윙 빔 가위의 전단 각도와 전단 간격이 변경됩니다.
3점 롤러 가이드를 채택하여 유두 스프링에 의해 전면 롤러에 힘을 가하여 절단 빔이 두 개의 후면 롤러와 단단히 접촉합니다. 절단할 때 시스템은 더 나은 절단 품질을 얻기 위해 다양한 시트의 필요에 따라 칼날 간격을 전기적으로 조정합니다.

블레이드 간격 조정의 차이
스윙 빔 전단기는 블레이드 간격을 수동으로 조정하는 기능이 있으며 핸들을 돌리기만 하면 됩니다. 단두대 가위는 블레이드 갭을 전기적으로 조정하는 기능을 가지고 있으며 시스템을 통해보다 편리하고 정확하게 조정할 수 있으므로 더 나은 전단 품질을 얻는 데 유리합니다.

| 블레이드 간격 조정 단계 |
| 1. 하단 칼날을 분리하여 하나씩 청소합니다. |
| 2. 칼날은 4면 모두 사용이 가능하며 선택된 1면은 견고하게 설치됩니다. 그리고 수평 및 수직 방향에서 블레이드의 직진도를 확인하십시오. |
| 3. 윗날은 고정되어 있어 조정할 수 없습니다. 하단 블레이드를 조정하여 전단 블레이드 간격을 조정합니다. |
| 4. 일반적으로 가장 바깥쪽에 있는 간격을 늘리기 위해 아래쪽 날의 왼쪽 및 오른쪽 나사를 찾습니다. |
| 5. 하단 날을 밀어 간격을 좁히는 하단 날의 왼쪽과 오른쪽에 있는 2개의 고정 나사를 찾습니다. 잠긴 백업 너트가 있습니다. 일반적으로 내부. |
| 6. 하부 날 테이블의 좌우 4개의 볼트를 풉니다. |
| 7. 수동 회전에 의해 상부 날을 적절한 위치로 내리고 작업자는 전단기의 블랭킹 영역으로 이동하여 조정을 시작합니다. |
| 8. 촉수 게이지를 사용하여 왼손의 상,하 날의 빈 부분에서 대략 0.5mm가 되도록 조정합니다. |
| 9. 수동으로 돌리면 블레이드가 중간 위치까지 이동하여 대략 0.5mm로 조정됩니다. |
| 10. 수동으로 돌리면 칼날이 위쪽과 아래쪽 칼이 풀리지 않는 올바른 위치로 이동합니다. 중간 위치는 대략 0.5mm로 조정됩니다. |
| 11. 수동으로 상단 날을 적절한 위치로 돌리고 미세 조정을 시작합니다. |
| 12. 촉수게이지를 이용하여 촉수게이지의 3선이 5선에 들어갈 때까지 왼손의 상하날이 물지 않는 위치를 미세조정한다. |
| 13. 수동으로 블레이드를 중간 위치까지 돌리고 필러 게이지가 3개의 와이어에 들어가고 5개의 와이어가 들어갈 수 없을 때까지 미세 조정을 시작합니다. |
| 14. 칼날을 오른쪽에서 상하 칼날이 풀리지 않는 위치까지 수동으로 돌려서 펠러 게이지가 3선, 5선이 들어가지 않을 때까지 미세 조정을 시작합니다. |
| 15. 전단기의 절단면이 날카로울 때 절단면의 가장자리에 버가 있으면 상부 블레이드와 하부 블레이드 사이의 간격을 적절하게 줄일 수 있습니다. |
일반적인 문제 및 칼 조정 기술
가장 자주 접하는 금속판은 다음과 같습니다.
1. 13mm 이상의 두꺼운 판.
2. 0.2~4mm의 얇은 판.
3. 플라워 보드.
4. 고장력 판(보통 자동차 판금에 사용).
5. 티타늄 플레이트
가장 일반적인 블레이드 문제는 치핑 또는 도구 찌그러짐입니다. 이러한 문제에 대응하기 위해 먼저 상부 블레이드와 하부 블레이드 사이의 간격을 결정해야 합니다.
블레이드 조정 스킬
칼날을 조절할 때 판두께보다 2~3mm 정도 더 두껍게 간격을 설정해야 합니다. 즉, 5mm 두께의 판을 자를 때는 7mm나 8mm부터 조정을 시작하여 천천히 조정해야 합니다. 잘라낼 때 판의 절단면은 1/3의 밝은 표면을 보여주고 2/2의 최고의 절단 효과를 달성하는 3 무광택 표면. 세부 사항은 다음과 같습니다.


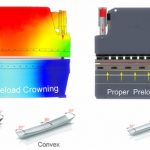
패턴판 절단 시 간격 설정이 까다로우며, 기판 두께를 직접 사용하기 보다는 패턴판의 가장 볼록한 부분에서 계산한 가장 두꺼운 두께부터 조정해야 합니다. 또한 패턴의 볼록한 면을 아래로 하여 절단하면 공구의 수명을 연장할 수 있습니다.
또한, 특히 스테인리스강을 절단할 때 플레이트의 재질을 고려해야 합니다. 절삭 공구는 날카롭고 내마모성이며 단단해야 합니다. 따라서 유압 전단기의 블레이드에 대해 논의해야 합니다. 칼날의 각도 및 기타 외관 디자인 및 생산 정밀도 외에도 선택한 재료는 도구 품질에 영향을 미치는 핵심 요소입니다.