스테인리스 싱크대의 생산 과정을 간략하게 소개합니다. 스테인레스 스틸 싱크의 생산은 일반적으로 원료 선택, 생산 공정, 표면 처리 등을 포함합니다. 일반적으로 이러한 세 가지 단계가 필요하며 그 중 원료 선택과 생산 및 처리 공정이 가장 중요합니다.
원료 선택
현재 국내 스테인리스 싱크 제조 업체에서 일반적으로 사용하는 스테인리스 강 재료는 0.8-1.0mm 두께의 스테인리스 강판으로 싱크 생산에 가장 적합합니다. 판이 너무 얇으면 싱크대의 수명과 강도에 영향을 미칩니다. 접시가 너무 두꺼우면 씻은 식기가 손상되기 쉽습니다.

생산 과정
스테인리스강 세면대에는 용접과 일회성 성형이라는 두 가지 주요 처리 공정이 있습니다.
1. 용접 방법
용접 방법은 홈 표면과 홈 몸체를 별도로 펀칭 한 다음 두 개를 용접으로 연결하고 용접 표면을 채우고 연마하는 것입니다. 일반적으로 전면 외관에 용접 흔적이 없습니다. 이 생산 및 가공 방법은 공정이 간단하고 작은 펀치 프레스 장비와 간단한 금형으로 달성할 수 있습니다. 일반적으로 0.5-0.7mm 스테인리스 강판을 사용합니다. 이 가공 방법은 생산 과정에서 손실이 적고 비용이 비교적 저렴합니다. 따라서 이 방법으로 생산되는 스테인리스 싱크의 가격은 비교적 저렴하다. 이제 일반 제조사의 제품이면 용접공정은 수치제어 내파용접으로 용접하여 품질은 합격입니다. 두 가지 방법이 있습니다.
1) 첫 번째는 이음매 용접(하부 용접)이라고도 하는 분지와 패널의 주변 용접입니다.
장점은 아름다운 외관입니다. 엄격한 처리 후 용접부를 찾기가 쉽지 않으며 싱크대 표면이 평평하고 매끄 럽습니다. 단점은 일부 소비자가 그 견고성을 의심한다는 것입니다. 실제로 현재 용접 기술은 주로 서브 아크 용접과 가장 진보 된 수치 제어 저항 용접을 포함하며 품질은 통과했습니다. 이 용접 방법의 단점은 너무 많은 재료를 소비하고 두 개의 강판을 펀칭해야한다는 것입니다.
2) 다른 하나는 맞대기 용접이라고도 하는 두 개의 단일 분지를 하나로 맞대기 용접하는 것입니다.
장점은 대야와 패널이 일체로 늘어나고 형성되어 강하고 내구성이 있다는 것입니다. 단점은 용접자국이 잘 보이고 평탄도가 약간 나빠진다는 점이다. 사실, 일부 소위 1단계 이중 탱크 싱크는 한 조각의 재료로 스탬핑되지 않고 두 개의 단일 세면대로 맞춤 용접됩니다. 당신이 그것을 살 때, 당신은 뒷면에서 볼 수있는 두 싱크의 중간에 솔더 조인트에주의를 기울일 수 있습니다. 하나의 접시가 두 개의 싱크대에 구멍을 뚫습니다. 세상에 그런 기술은 없습니다. 맞대기 용접 냄비에서 가장 어려운 것은 냄비의 평평한 표면을 보장하는 것입니다. 보장할 수 있다면 정말 최고의 방법입니다. 전체 스트레칭과 동일한 소재를 사용하기 때문에 결합 스트레칭의 스트레칭 문제도 해결할 수 있습니다.
싱크의 용접 품질은 싱크의 수명에 영향을 미치는 가장 중요한 요소입니다. 좋은 용접은 녹과 납땜 제거를 방지할 수 있습니다. 용접은 매끄럽고 매끄럽고 단단해야 하며 잘못된 용접, 녹 반점 및 버가 없어야 합니다. 깊이가 18cm를 초과하는 모든 이중 세면대는 용접됩니다. Double Basin Tank는 동시에 18cm 이상 늘어나기 때문에(탱크의 깊이가 아니라 탱크와 탱크 측면의 전체 높이가 아님) 가공 기술의 한계 깊이입니다.
2. 1회 성형 일체형 연신 방식(주로 단일 홈에 사용)
이 스테인레스 스틸 싱크 가공 방법은 전체 시트로 만들어지며 비교적 높은 가공 장비와 금형이 필요합니다. 1회 성형은 판재의 높은 품질과 연성을 요구하기 때문에 일반적으로 0.8~1mm 두께의 스테인리스 강판으로 펀칭한다. 일체형 금형 및 수입 펀치 프레스 장비를 사용하십시오. One-shot 성형 방법의 생산에서 시트 가장자리의 절단 손실이 크고 금형 및 장비에 대한 높은 투자로 인해 비용이 높습니다. 따라서 이 방법으로 생산되는 스테인리스 스틸 싱크는 더 비싸다.
일회성 성형 제조 공정은 매우 대중적이며 제조 공정이 어렵습니다. 이러한 종류의 생산 기술은 매우 까다롭고 일체형 성형 공정은 높은 강판 재료가 필요한 특히 중요한 공정입니다. 각종 약액(세제, 스테인리스 세정제 등)의 부식에 견디지 못하는 수조 본체의 용접으로 인한 누수 문제를 해결하였습니다. 그러나 접시를 싱크대로 플러싱하는 데에는 다음과 같은 많은 단점이 있습니다.
1) 형성된 싱크의 전체 두께는 고르지 않고 상대적으로 얇으며 대부분 약 0.7mm입니다. 이 기술은 현재 극복되지 않았으며 싱크대 바닥이 너무 얇으며 더 나은 물동이 두께는 0.8-1.0mm이어야합니다.
2) 싱크대는 너무 깊지 않아야 합니다. 너무 깊기 때문에 싱크대의 벽이 너무 얇아 부서지고 너무 얕은 물은 쉽게 튀어 나와 사용하기 번거 롭습니다.
3) 스트레칭 물 탱크는 일반적으로 일반적으로 1200도 이상의 온도에서 고온 어닐링이 필요합니다. 이러한 처리 후에는 수조의 강성이 자연적으로 약해지고 수조의 경도가 확실히 저하됩니다.
4) 가장자리 처리 측면에서 전체 확장된 유역은 일반적으로 단일 레이어 플랜지입니다. 한편으로 설치 작업자의 손을 베는 것이 매우 가능합니다. 가장 중요한 것은 '보강 리브'가 없고 무게도 적당하지 않다는 점이다. 동시에 물을 밀봉하는 효과를 얻기가 어렵습니다.
5) 스트레치 패널 전체가 평평하기 어렵다.
6) 비용이 너무 많이 든다. 재료 및 공정에 대한 요구 사항이 매우 높기 때문에 단일 유역의 비용이 사실상 증가합니다.
일회성 성형 싱크의 장점은 재료가 용접 된 분지보다 우수하고 공정이 복잡하며 가공이 어렵다는 것입니다. 싱크의 용접 과정은 간단하고 한 번에 플레이트가 잘 형성되지 않지만 상대 가격이 조금 저렴하고 바닥 플레이트의 두께도 일회성 성형보다 두껍습니다. 간단히 말해서 용접식 싱크와 일체형 싱크의 사용상의 차이는 없습니다. 그러나 공정상의 이유로 일체형 스테인리스 싱크대를 너무 깊게 만들 수 없으며 물이 튀는 문제가 있습니다. 일체형 싱크의 가장 두드러진 장점은 세면기의 용접 틈으로 인해 누수 문제가 발생하지 않는다는 것입니다. 다양한 약액(세제, 스테인리스 스틸 클리너 등)에 의해 부식되지 않습니다. 그러나 이 장점은 보증 기간이 길기 때문에 더 이상 장점이 없습니다.
표면 처리
현재 스테인리스 스틸 싱크의 표면 처리 공정에는 4가지 유형이 있습니다. 하나는 젖빛(브러싱), 다른 하나는 샌드블라스팅(무광 펄 실버 표면), 세 번째는 폴리싱(거울), 네 번째는 엠보싱입니다.
1. 프로스팅(와이어 드로잉)
현재 스테인리스 싱크 가공 산업에서 가장 널리 사용되는 표면 처리 공정은 프로스팅(wire drawing)이다. 일부 제조업체는 설탕 프로스팅 프로세스를 매우 간단하게 수행하며 비용도 저렴합니다. 연마 휠을 사용하여 연마하기만 하면 됩니다. 이러한 고객은 재료 표면에 대한 요구 사항이 그리 높지 않습니다. 여러 번 연마하면 약간의 표면 결함이 제거됩니다.
현재 Wuxi와 Zhejiang의 일부 스테인레스 스틸 유통 장치는 전체 롤 오일 연삭 장비를 도입하여 스테인레스 스틸 싱크 처리 기업의 문턱을 높입니다. 제품의 표면 품질에 더 많은 관심을 기울일 필요가 있습니다. 물론 전체 롤의 오일 밀링은 고객이 요구하는 표면 처리 스타일, 질감의 방향 등 재료의 표면 품질에 대한 테스트이기도 합니다. 이 가공에서 나타나기 쉬운 결함 공정은 색상 차이 밴드, 진동 패턴, 그리고 가공 중 벨트의 셧다운 또는 변경으로 인한 패턴의 움푹 들어간 곳과 깊이입니다.
2. 샌드 블라스팅(무광 펄 실버 표면)
샌드 블라스팅 후 스테인리스 스틸 싱크의 효과는 펄 매트입니다. 기름때가 잘 붙지 않고 너무 예쁜 것이 장점입니다. 이 표면 처리 공정은 유럽에서 매우 인기 있고 유행합니다. 일부 가전 제품의 표면 처리에서 거의 모든 수출 제조업체가이 처리 스타일을 채택합니다. 샌드 블라스팅은 주로 쇼트 블라스팅 유리 비드를 사용한 다음 화학적 표면 처리를 사용합니다.
3. 폴리싱(거울)
폴리싱(거울)은 초기에 널리 사용된 표면 처리 스타일입니다. 그러나 처음에 수동 연마에 의존하든 나중에 기계적 연마에 의존하든 매끄럽고 반사되는 표면을 추구했습니다. 표면이 평평할수록 반사 정도가 높아집니다. 폴리싱은 재료 자체에 대한 요구 사항이 높으며 가공 중에 표면 품질을 제어하기 어렵고 스크래치가 가장 쉽습니다. 그리고 오랜 시간이 지나면 거울 효과가 사라집니다.
4. 엠보싱
양각 스타일은 양각 소재로 만들어집니다. 국내 제철소에 이 소재의 재고가 없고, 이 소재의 생산 기술이 전체 철강 공장에서 제공되지 않아 비용이 상대적으로 높다. 양각 소재는 내마모성이 매우 뛰어납니다. 개인적으로 이 소재의 인기가 다른 표면처리 소재만큼 대중화된다면 시장에서도 인정받을 것이라고 생각한다.

스테인레스 스틸 싱크의 특정 성형 공정
1. 스트레치 포밍
1) 기계: 일반적으로 더 큰 톤수 유압 프레스(200T) 이상을 사용하여 플레이트를 늘입니다.
2) 금형: 각도가 너무 직선이어서는 안 되며 일반적으로 φ10 바로 위에 있어야 하며 구조가 합리적이어야 합니다.
3) 재질 : 일반적으로 판의 두께는 0.8~1.0mm 이내로 한다. 이 범위를 넘으면 500T 유압프레스도 약해집니다.
4) 열처리: 전체 연신된 수조는 일반적으로 연신 후 내부 응력을 제거하기 위해 일반적으로 1200도 이상의 온도에서 고온 어닐링 처리가 필요합니다.
5) 표면 처리: 와이어 드로잉, 폴리싱, 폴리싱(일반적으로 매끄럽게).
6) 공정 : 금형에 드로잉 오일을 첨가 한 후 판을 부드럽게 펴고 성형 후 어닐링 처리하고 표면 처리를 할 수 있습니다.
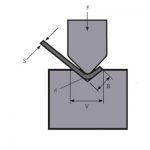
2. 핸드 몰딩
1) 기계: 일반적으로 프레스 브레이크 벤딩 머신, 성형용 유압 프레스, 용접용 아르곤 아크 용접기를 사용합니다.
2) 고정물: 굽힘 고정물, 유압 프레스 금형.
3) 재질 : 굽힘 가공을 하기 때문에 판의 두께에 제한이 없고 일반적으로 경제성에 따라 적당한 두께를 채택한다.
4) 용접: 재료의 두께에 따라 다른 용접 전류를 선택할 수 있습니다. 예를 들어 220A 이하의 용접 전류는 1.2mm에 사용됩니다.
5) 표면 처리: 와이어 드로잉, 폴리싱, 폴리싱(일반적으로 매끄럽게).
6) 공정: 일반적으로 시트를 먼저 구부려 성형한 다음 종이접기 상자처럼 측면 이음매를 용접하고 마지막으로 표면 처리를 수행합니다.
관련 상품
 BIG BUSINESS에 참여하세요!
BIG BUSINESS에 참여하세요!- 단두대 전단기 작동 방법
- WILA 굽힘 중간 및 후판의 효율적인 솔루션
- 프레스 브레이크 벤딩 머신의 적합한 다이를 선택하는 방법
- 프레스 브레이크 다이는 무엇으로 만들어졌습니까? 프레스 브레이크 툴링이란 무엇입니까?
- 벤딩 머신 금형의 기존 벤딩 시퀀스 및 일상 사용 사양
- 캔톤 페어
- QC11Y 12x6000mm 유압 단두대 가위가 아르헨티나에 배달되었습니다.
- 톱 10 단두대 전단기 제조업체
- 1000W 1500W 2000W Manual Handheld Laser Welding Fiber Laser Welder Machine For Stainless Steel Metal Sheet